全國訂購電話:18632802355
全國訂購電話:18632802355  全國訂購電話:18632802355
全國訂購電話:18632802355 
— 產品列表 —
PRODUCT CENTER電話:0318-6662348
傳真:0318-6662348
手機:18632802355
地址:河北省衡水市工業園區
產品詳情
來源: 最后更新時間:2021-02-02 17:02:59 人氣:92847
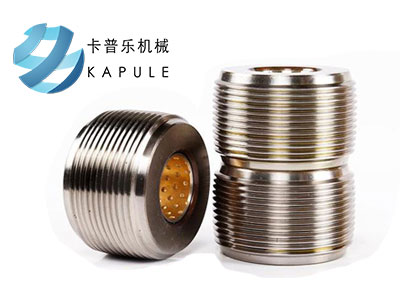
滾絲輪的定義:
在包頭滾絲機上利用金屬塑性變形的方法滾壓出螺紋的一種工具。

滾絲輪使用注意事項:
1、滾絲機床精度差,振動大,運轉不正常下服役;
2、滾絲模具對位不正,被滾壓件發生軸向位移,牙紋受到剪切和擠壓兩種應力作用;
3、被滾壓螺紋絲坯尺寸大小不均,表面未清理干凈,有砂輪沫、氧化皮和污臟物;
4、被滾壓件硬度不均勻(8.8級螺栓應在27~30HRC;10.9級應在35~37HRC),防止有時因管理不善將未經回火的高硬度(50~55HRC)的淬火件混和入回火件中,其硬度與滾絲輪牙紋刃口硬度相近,導致崩刃。
5、滾壓時未加入潤滑劑,造成干摩擦,使牙尖溫度急劇升高至超過滾絲輪回火溫度,牙紋過度回火被軟化,發生倒牙、堆牙失效;
6、滾絲輪出廠前必須充分退磁,留有殘磁,工作時因牙紋吸附細鐵沫將加速磨損失效。


滾絲輪的螺距不是與直徑相配的,其螺距是固定的,而直徑會有所不同。像1mm的螺距會有幾種不同直徑的滾輪,比如70直徑的就會有1、1.5、2、2.5等不同螺距,選擇滾絲輪首先選螺距,再看用多大的輪適用于滾壓。

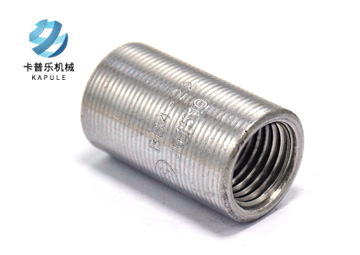
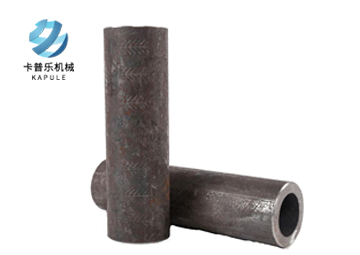
一級套筒是鋼筋連接套筒的抗拉強度達到或超過596Mpa就是一級套筒。通俗講,一級套筒就是達到或超過鋼筋母材抗拉強度1.1倍的鋼筋連接套筒。
鋼筋絲頭加工工藝流程(1)鋼筋端面平頭:宜采用砂輪切割機或者其他專用設備切割鋼筋端頭,嚴禁氣割。要求鋼筋端頭切割面與母材軸線垂直。
直螺紋墩粗套筒外徑和長度跟直螺紋套筒沒有區別,這者在鋼筋套絲過程中的施工工藝不一樣,跟外徑和長度沒有任何關系。
鋼筋直螺紋套筒連接的抗拉試驗有哪些規范要求檢查鋼筋連接質量:連接鋼筋時,鋼筋規格和套筒的規格必須一致,鋼筋和套筒的絲扣應干凈、完好無損。
鋼筋接頭宜設置在受力較小處,同一根鋼筋不宜設置2個以上接頭,同一構件中的縱向受力鋼筋接頭宜相互錯開。直徑大于16mm以上的鋼筋,嚴禁使用搭接,應采用焊接接頭或機械連接接頭(公司內部規定)
本文由專業的鋼筋套筒廠家"卡普樂機械"發布,如若轉載請注明出處
上一篇:包頭鋼筋保護帽
下一篇:沒有了
相關產品
相關文章
訂購熱線