全國訂購電話:18632802355
全國訂購電話:18632802355  全國訂購電話:18632802355
全國訂購電話:18632802355 
— 產品列表 —
PRODUCT CENTER電話:0318-6662348
傳真:0318-6662348
手機:18632802355
地址:河北省衡水市工業園區
來源: 發布時間:2021-03-15 04:15:41 人氣:78643
廣東鋼筋套筒外露有效螺紋不得超過2P是什么意思?P是指螺距,2P則是2個螺距,就是說不可以露出超過兩個2個螺距的螺紋。
滾軋直螺紋鋼筋連接技術要領:
1、連接套筒及鎖母:螺紋牙型應飽滿,連接套筒表面不得有裂紋,表面及內螺紋不得有嚴重的銹蝕及其他肉眼可見的缺陷。
2、絲頭:所加工的鋼筋應先調直后再下料,切口端面與鋼筋軸線垂直,不能有馬蹄形或撓曲。下料時,不得采用氣割下料。
擴展資料:
滾軋直螺紋鋼筋接頭的原理以及流程:
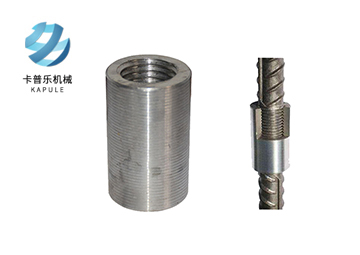
滾軋直螺紋鋼筋接頭是利用鋼筋的冷作硬化原理,在廣東滾絲機滾軋螺紋過程中提高鋼筋材料的強度,補償鋼筋凈截面面積減小給強度造成的損失,使滾軋后的鋼筋接頭能與鋼筋母材保持基本等強。滾軋直螺紋鋼筋接頭加工目前主要采用直接滾軋和剝肋滾軋兩種類型。
直接滾軋是使用滾絲機直接在鋼筋端部滾絲的一種工藝,剝肋滾軋是在滾軋螺紋前先將鋼筋縱橫肋剝去,然后再進行滾絲。
滾軋直螺紋主要設備是鋼筋直螺紋滾絲機,其結構與套絲機基本一致,不同的是將套絲機頭改為滾絲機頭。
直接滾軋與利助滾軋螺紋滾絲機結構大體相同,只是滾絲機的機頭及機頭前后機械限位部分有所區別。滾直螺紋鋼筋連接技術工藝簡單、操作容易、設備投資少,受到用戶的普遍歡迎。
滾軋直螺紋鋼筋接頭強度高、工藝簡單,最適合鋼筋尺寸公差小的工況,但當鋼筋尺寸公差或形位公差過大時,易影響螺紋及接頭質量,通過剝肋工序可明顯改善滾軋螺紋外觀和螺紋內在質量,現場加工的接頭應按照要求對變形進行檢驗,嚴格控制絲頭的直徑及圓柱度。
本文由專業的鋼筋套筒廠家"卡普樂機械"發布,如若轉載請注明出處
下一篇:廣東直螺紋套筒連接外露多少絲?
相關產品
相關文章
訂購熱線