全國訂購電話:18632802355
全國訂購電話:18632802355  全國訂購電話:18632802355
全國訂購電話:18632802355 
— 產品列表 —
PRODUCT CENTER電話:0318-6662348
傳真:0318-6662348
手機:18632802355
地址:河北省衡水市工業園區
來源:直螺紋套筒廠家 發布時間:2021-03-25 05:25:11 人氣:55147
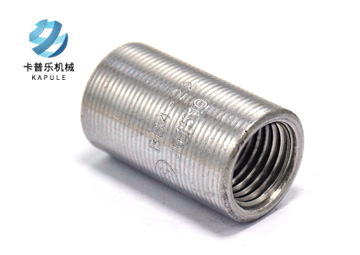
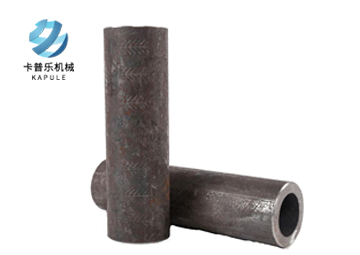
深圳直螺紋套筒又可分為墩粗直螺紋套筒、剝肋滾軋直螺紋套筒和直接滾軋直螺紋套筒。

(1)鐓粗直螺紋連接:是把鋼筋端頭鐓粗后制作的直螺紋和連接件螺紋咬合形成的接頭再切削成型,鐓頭質量較難控制。
(2)直接滾壓直螺紋連接:是把帶肋鋼筋放進滾壓機通過滾絲輪滾壓成型,螺紋精度稍差,存在虛假螺紋現象。
(3)剝肋滾壓直螺紋連接:是先將鋼筋接頭縱、橫肋剝切處理,使鋼筋滾絲前的柱體直徑達到同一尺寸,然后滾壓成型。它集剝肋、滾壓于一體,成型螺紋精度高,滾絲輪壽命長,是目前直螺紋套筒連接的主流技術。


1.工藝流程
預接:鋼筋端面平頭→剝肋滾壓螺紋→絲頭質量檢驗→利用套筒連接→接頭檢驗;
現場連接:鋼筋就位→擰下鋼筋保護帽和套筒保護帽→接頭擰緊→作標記→質量檢驗。
2.主要施工步驟
(1)鋼筋平頭
a、平頭的目的是讓鋼筋切口端面與母材軸線方向垂直,不得有馬蹄形或翹曲,使接頭擰緊后能讓兩個絲頭對頂,更好地消除螺紋間隙。
b、宜采用砂輪切割機或其它專用切斷設備。
(2)加工絲頭
a、絲輪與加工直徑相適應后,將與鋼筋相適應的對刀棒插入滾軋頭中心,調整滾絲輪使之與對刀棒相接觸,抽出對刀棒,擰緊螺釘,壓緊齒圈,使之不得移動。
b、對于固定定位盤的設備根據所加工鋼筋直徑,調換與加工直徑相適應的定位盤(定位盤上打印有加工直徑)。對于可調整定位盤的設備按定位盤刻度調整到相應的刻度,當剝肋刀磨損時還需要進行微調。
c、根據所加工鋼筋規格,調整剝肋行程檔塊的位置,保證剝肋長度達到要求值。
3.鋼筋接頭安裝
(1)安裝時用可用管鉗扳手擰緊,鋼筋絲頭應在套筒的中央位置,標準型接頭安裝后外漏絲不得超過2p;
(2)直螺紋接頭安裝時最小扭矩值。
本文由專業的鋼筋套筒廠家"卡普樂機械"發布,如若轉載請注明出處
上一篇:深圳22鋼筋套筒一袋多少個?
下一篇:深圳鋼筋直螺紋套筒安裝步驟
相關產品
相關文章
訂購熱線