全國訂購電話:18632802355
全國訂購電話:18632802355  全國訂購電話:18632802355
全國訂購電話:18632802355 
— 產(chǎn)品列表 —
PRODUCT CENTER電話:0318-6662348
傳真:0318-6662348
手機:18632802355
地址:河北省衡水市工業(yè)園區(qū)

產(chǎn)品詳情
來源: 最后更新時間:2021-02-02 14:02:56 人氣:117089
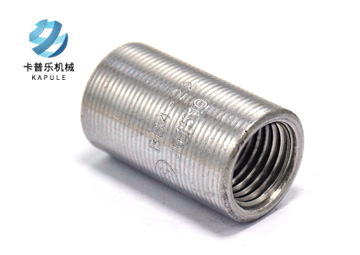
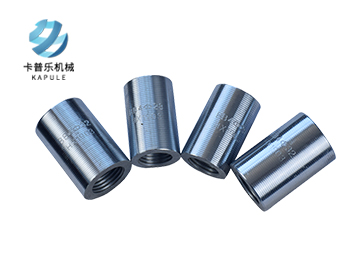
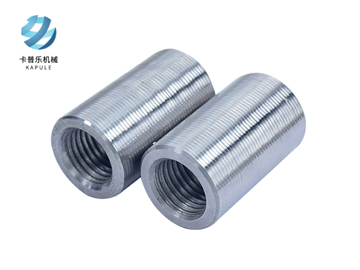
鋼筋絲頭又名鋼筋接頭。用以連接鋼筋并有以絲頭相對應(yīng)的螺紋的連接件。施工流程是將鋼筋端部用滾軋工藝加工成直螺紋,并用相應(yīng)的連接套筒將兩根鋼筋相互連接。


鋼筋絲頭加工工藝
一、施工機具
鋼筋剝肋滾壓直螺紋機、限位擋鐵、螺紋環(huán)規(guī)、力矩扳手及普通扳手等。
二、施工準(zhǔn)備
1.參加滾壓直螺紋接頭施工的人員必須進行技術(shù)培訓(xùn),經(jīng)考核合格后方可持證上崗操作。
⒉鋼筋應(yīng)先調(diào)直再加工,切口端面要與鋼筋軸線垂直,端頭彎曲、馬蹄形嚴重的要切去,但不得用氣割下料。
三、質(zhì)量要求
剝肋滾壓直螺紋鋼筋連接質(zhì)量要求請參照本書"鋼筋錐螺紋連接工程"章節(jié)中相應(yīng)部分。
四、施工工藝
1、工藝流程︰
預(yù)接∶鋼筋端面平頭→剝肋滾壓螺紋→絲頭質(zhì)量檢驗→利用套筒連接→接頭檢驗;
現(xiàn)場連接︰鋼筋就位→擰下鋼筋保護帽和套筒保護帽→接頭擰緊→作標(biāo)記→質(zhì)量檢驗。
2、鋼筋絲頭加工∶
( 1)按鋼筋規(guī)格所需的調(diào)整試棒并調(diào)整好滾絲頭內(nèi)孔最小尺寸。
(2)按鋼筋規(guī)格更換漲刀環(huán),并按規(guī)定的絲頭加工尺寸調(diào)整好剝肋直徑尺寸。
( 3)調(diào)整剝肋擋塊及滾壓行程開關(guān)位置,保證剝肋及滾壓螺紋的長度符合絲頭加工尺寸的規(guī)定。
3、鋼筋絲頭加工完成、檢驗合格后,要用專用的鋼筋絲頭保護帽或連接套筒對鋼筋絲頭進行保護,以防螺紋在鋼筋搬動或運輸過程中被損壞或污染。
4、使用扳手或管鉗對鋼筋接頭擰緊時,只要達到力矩扳手調(diào)定的力矩值即可。
5、鋼筋端部平頭更好使用臺式砂輪片切割機進行切割。
6、連接鋼筋注意事項:
( 1)鋼筋絲頭經(jīng)檢驗合格后應(yīng)保持干凈無損傷。
(2)所連鋼筋規(guī)格必須與連接套規(guī)格一致。
( 3)連接水平鋼筋時,必須從一頭往另一頭依次連接,不得從兩頭往中間或中間往兩端連接。
(4)連接鋼筋時,一定要先將待連接鋼筋絲頭擰入同規(guī)格的連接套之后,再用力矩扳手擰緊鋼筋接頭;連接成型后用紅油漆作出標(biāo)記,以防遺漏。
( 5)力矩扳手不使用時,將其力矩值調(diào)為零,以保證其精度。
7、檢查鋼筋連接質(zhì)量:
( 1)檢查接頭外觀質(zhì)量應(yīng)無完整絲扣外露,鋼筋與連接套之間無間隙。如發(fā)現(xiàn)有一個完整絲扣外露,應(yīng)重新擰緊,然后用檢查用的扭矩扳手對接頭質(zhì)量進行抽檢。
( 2)用質(zhì)檢力矩扳手檢查接頭擰緊程度。
8、直螺紋接頭試驗∶
( 1)同一施工條件下,采用同一批材料的同等級、同型式、同規(guī)格接頭,以500個為一驗收批進行檢驗和驗收,不足500個也為一驗收批。每一批取3個試件作單向拉伸試驗。
(2)當(dāng)三個試件抗拉強度均不小于該級別鋼筋抗拉強度的標(biāo)準(zhǔn)值時,該驗收批定為合格。如有一個試件的抗拉強度不符合要求,應(yīng)取六個試件進行復(fù)檢。復(fù)檢中仍有一個試件不符合要求,則該驗收批判定為不合格。
鋼筋絲頭現(xiàn)場連接施工
1.連接鋼筋時,鋼筋規(guī)格和套筒的規(guī)格必須一致,鋼筋和套筒的絲扣應(yīng)干凈、完好無損。
2.采用預(yù)埋接頭時,連接套筒的位置、規(guī)格和數(shù)量應(yīng)符合設(shè)計要求。帶連接套筒的鋼筋應(yīng)固定牢靠,連接套筒的外露端應(yīng)有保護蓋。
3.滾壓直螺紋接頭應(yīng)使用扭力扳手或管鉗進行施工,將兩個鋼筋絲頭在套筒中間位置相互頂緊,接頭擰緊力矩應(yīng)符合表9-74的規(guī)定。扭力扳手的精度為士5%。
4.經(jīng)擰緊后的滾壓直螺紋接頭應(yīng)做出標(biāo)記,單邊外露絲扣長度不應(yīng)超過2P。
5.根據(jù)待接鋼筋所在部位及轉(zhuǎn)動難易情況,選用不同的套筒類型,采取不同的安裝方法。
參數(shù)")
")
如由客戶未提供確定的套筒的類型和規(guī)格時,客戶應(yīng)正確說明其類型、規(guī)格和要求,在供需雙方理解一致的條件下簽訂合同。
1、客戶將產(chǎn)品類型和規(guī)格尺寸與我們的業(yè)務(wù)員溝通好。
2、收到客戶規(guī)格尺寸,為客戶提供套筒報價(價格清單)。
3、具體商定:交貨期、特殊要求等事宜。
4、訂貨付款后,我公司第一時間安排出貨。


一級套筒是鋼筋連接套筒的抗拉強度達到或超過596Mpa就是一級套筒。通俗講,一級套筒就是達到或超過鋼筋母材抗拉強度1.1倍的鋼筋連接套筒。
鋼筋絲頭加工工藝流程(1)鋼筋端面平頭:宜采用砂輪切割機或者其他專用設(shè)備切割鋼筋端頭,嚴禁氣割。要求鋼筋端頭切割面與母材軸線垂直。
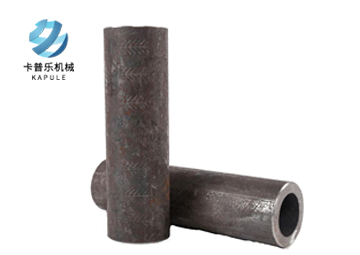
直螺紋墩粗套筒外徑和長度跟直螺紋套筒沒有區(qū)別,這者在鋼筋套絲過程中的施工工藝不一樣,跟外徑和長度沒有任何關(guān)系。
本文由專業(yè)的鋼筋連接套筒廠家"卡普樂機械"發(fā)布,如若轉(zhuǎn)載請注明出處
相關(guān)產(chǎn)品
相關(guān)文章
訂購熱線