全國訂購電話:18632802355
全國訂購電話:18632802355  全國訂購電話:18632802355
全國訂購電話:18632802355 
— 產品列表 —
PRODUCT CENTER電話:0318-6662348
傳真:0318-6662348
手機:18632802355
地址:河北省衡水市工業園區

產品詳情
來源: 最后更新時間:2021-05-31 09:31:20 人氣:128772
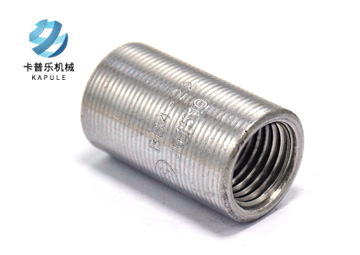
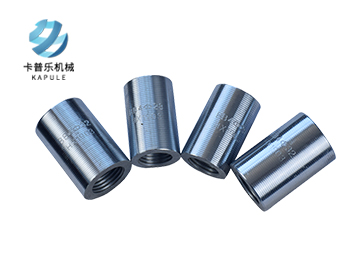
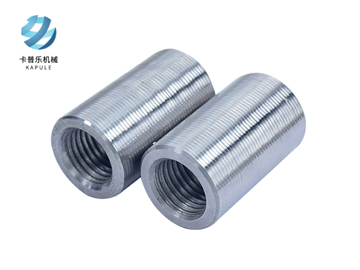
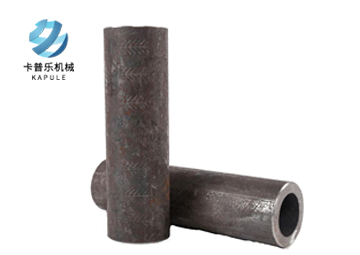
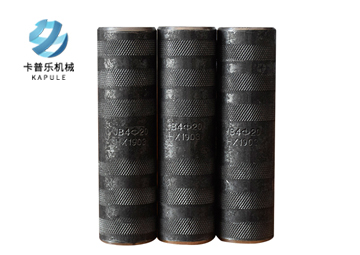
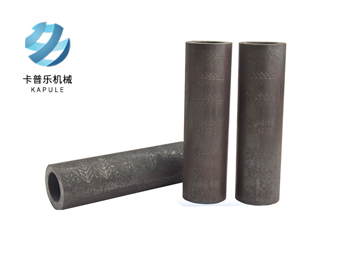
冷擠壓連接套筒是一種沒有內螺紋的套筒,連接時把榆林冷擠壓套筒套住兩根鋼筋的接頭兩端,放在專用壓力設備中,按規定圧接道次和壓痕,通過壓力使套筒產生塑性變形而使兩根鋼筋連接在一起。
冷擠壓套筒連接方法及措施:
1. 固定操作工人,并對操作人員進行技術培訓。
2. 擠壓連接前,鋼筋端部標出定位標志和檢查標志,定位標志是標示鋼筋與套筒的位置,由于榆林鋼筋套筒擠壓后伸長,定位標志進入接頭,所以設檢查標志檢驗鋼套筒位置是否正確。
3. 擠壓時必須從接頭中間壓痕標志開始依次向兩端進行。
4. 為提高工效,在加工廠區,將套筒與鋼筋連接,完成擠壓頭的一半,在現場擠壓另一半,但半成品要架起放置,防止擠壓筒內被污染。
5. 冷擠壓套筒與鋼筋規格要相符,不得以大代小,當鋼筋變直徑時,若鋼筋相差一個等級,則可用大直徑的套筒,若鋼筋相差兩個兩個等級,則必須增加一個過渡段。(如,一些柱子的鋼筋由Φ32變為Φ40,則套筒為Φ40連接Φ40-Φ36鋼筋,之后,再用Φ36套筒連接Φ36-Φ32鋼筋。)
6. 冷擠壓的壓膜必須等規格使用,當連接不同直徑鋼筋時,應根據兩遍的鋼筋直徑采取相應的壓膜。
7. 擠壓連接完成后,要及時調直,偏折角度小于等于4度。


冷擠壓連接套筒施工工藝如下:
1)檢查鋼筋套筒、鋼筋、擠壓設備、電源等必須符合施工要求。
2)在鋼筋被連接端100 mm處用紅油漆做標記。
3)在紅色油漆標記端作定位標記,定位標記距鋼筋端部的距離為鋼套筒長度的1/2。按定位標記檢查鋼筋插入套筒內的深度。
4)將鋼筋伸入套筒,用額定工作壓力為80 MPa、額定擠壓力為760 kN的擠壓機擠壓連接套筒。擠壓前應委托具有資質的單位對油表進行壓力標定。
5)操作擠壓機時,擠壓φ25連接鋼筋的壓力控制在40 MPa,壓痕 小直徑為37 mm~39 mm,壓痕尺寸均不小于50 mm,按要求每邊壓痕5道。壓痕應均勻分布。在擠壓 后一道時,由于拘束減小,則壓力應控制在較其他壓痕道次的壓力小2 MPa~4 MPa,防止 后一道的 小壓痕直徑變小或超出下限。
6)鋼筋冷擠壓套筒完成后,派專人進行質量檢查,達到報檢條件時委托具有檢測資質的單位進行現場隨機抽樣檢測。
| 國標冷擠壓連接套筒參數一覽表(單位:mm) | |||||
| 規格 | 長度 | 外徑 | 壁厚 | 單重 | 每包數量 |
| Φ14/Φ12 | 85 | 28 | 4.5 | 120 | |
| Φ16 | 100 | 30 | 4.5 | 0.28 | 100 |
| Φ18 | 118 | 34 | 5.7 | 0.47 | 70 |
| Φ20 | 120 | 36 | 6 | 0.53 | 60 |
| Φ22 | 132 | 40 | 6.8 | 0.74 | 45 |
| Φ25 | 150 | 45 | 7.5 | 1.04 | 30 |
| Φ28 | 168 | 50 | 8 | 1.45 | 25 |
| Φ32 | 192 | 55 | 9 | 2 | 12或15 |
| Φ36 | 216 | 63 | 10 | 2.83 | |
| Φ40 | 240 | 70 | 11 | 4.7 | |
如由客戶未提供確定的套筒的類型和規格時,客戶應正確說明其類型、規格和要求,在供需雙方理解一致的條件下簽訂合同。
1、客戶將產品類型和規格尺寸與我們的業務員溝通好。
2、收到客戶規格尺寸,為客戶提供套筒報價(價格清單)。
3、具體商定:交貨期、特殊要求等事宜。
4、訂貨付款后,我公司第一時間安排出貨。

直螺紋套筒是靠兩把管鉗把鋼筋與套管上緊,來連接兩根鋼筋。套筒擠壓連接是通過擠壓機械將套管擠壓來卡住鋼筋以連接兩根鋼筋。
本文由專業的鋼筋連接套筒廠家"卡普樂機械"發布,如若轉載請注明出處
上一篇:榆林鋼筋冷擠壓連接
下一篇:沒有了
相關產品
相關文章
訂購熱線