全國訂購電話:18632802355
全國訂購電話:18632802355  全國訂購電話:18632802355
全國訂購電話:18632802355 
— 產品列表 —
PRODUCT CENTER電話:0318-6662348
傳真:0318-6662348
手機:18632802355
地址:河北省衡水市工業園區
來源: 發布時間:2021-06-09 05:09:31 人氣:55012
鋼筋遵義直螺紋套筒如何驗收?
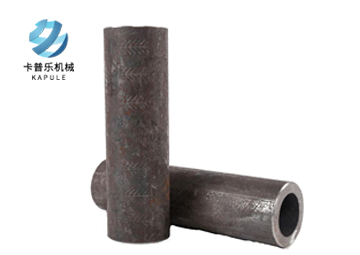
在鋼筋混凝土建筑工程中,鋼筋的連接方法有焊接、機械連接和綁扎連接三種,機械連接中的鋼筋剝肋滾軋直螺紋套筒連接是目前廣泛采用的方式,其通常適用的鋼筋級別為HRB335、HRB400、RRB400,適用的鋼筋直徑范圍通常為16-50mm。本文就針對剝肋滾軋直螺紋套筒接頭,分享實例項目在材料進場驗收時檢查的內容及驗收方法,以供大家參考借鑒。
鋼筋剝肋滾軋直螺紋套筒連接是一種通過冷作硬化加工方法,采用專用的滾軋機床對鋼筋端部進行滾軋,使待接鋼筋端頭產生塑性變形并形成螺紋,再用與其螺紋相應的內螺紋套筒將兩根鋼筋連接到一起的機械連接方法。
一、套筒材料驗收實例
1、資料檢查
供貨時,必須同時提供相應接頭性能等級的接頭型式檢驗報告、套筒原材機械性能檢驗報告。審查型式檢驗報告時應注意:
①檢驗報告中必須詳細記載接頭試件基本參數
②檢驗報告不得超過4年
③僅標準型接頭需要做型式檢驗報告
④HRB500級鋼筋接頭的型式檢驗報告可以兼做HRB400、HRB335級的同類型、同等級接頭的型式檢驗報告使用,反之則不允許。
2、接頭型式檢驗報告
開挖式基礎鋼筋、整體吊裝的鋼筋籠連接采用標準型套筒,需要分段吊裝的鋼筋籠采用正反絲扣擴口型或者加鎖母型
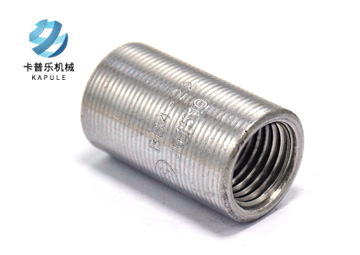
(1)直螺紋套筒樣品
①外觀檢查
連接套筒螺紋牙型應飽滿,連接套筒表面不得有裂紋,表面及內螺紋不得有嚴重的銹蝕及其他肉眼可見的缺陷。
②尺寸檢查
重要尺寸(外徑、長度)及螺紋牙型、精度應經檢驗符合廠家產品設計圖紙要求。內螺紋用專用的螺紋塞規檢驗,其塞通規應能順利旋入,塞止規旋入長度不得超過3P(P為一個螺距長度)。
③允許偏差
套筒直徑D≤50;外徑允許偏差±0.5;長度允許偏差±0.5。
④取樣送檢
驗收批及取樣數量接頭同一施工條件下的同一批材料的同等級、同規格接頭以500個為一個驗收批進行檢驗與驗收不足500個時也作為一驗收批。每一驗收批隨機抽取3個試件做單向拉伸試驗。接頭拉伸試件長600㎜接頭應位于試件中部。
⑤合格率要求
連接套筒或鎖母的抽檢合格率應不小于95%。當抽檢合格率小于95%時,應另抽取同樣數量的產品重新檢驗。當兩次檢驗的總合格率不小于95%時,該批產品合格。若合格率仍小于95%,應對該批產品進行逐個檢驗,合格者方可使用,不合格產品退回廠家處理。
(2)其他注意事項
絲頭加工的工人應該經過培訓的持證人員操作,不能隨意更換同一臺機器的操作人員。在工人開始加工前,應該在此工人制作的絲頭工藝檢驗合格后方可開始加工,避免盲目大量加工造成損失。
二、絲頭加工是鋼筋兩端應當切平(用砂輪切割機,嚴禁氣割),保證鋼筋端頭的平整使安裝扭矩能有效的相互對頂力,以便消除或減少鋼筋受拉時因螺紋間隙造成的變形。
三、鋼筋絲頭的加工長度一般比公正差(套筒長度的一半)多兩個絲。
四、在絲頭加工好后應當用套筒使勁擰一下,以保證使用質量,并套好保護帽進行保護。
五、在鋼筋綁扎階段應當經常到現場,檢查使用情況(是否浪費),使用方法是否正確,當然也可以檢查機械連接的扭力是否達到強度。
六、在合模板及澆筑混凝土前應當到現場檢查材料是否清理干凈,避免不必要的浪費。
本文由專業的鋼筋套筒廠家"卡普樂機械"發布,如若轉載請注明出處
相關產品
相關文章
訂購熱線